Индукционная закалка шестерни
Views

- Intro: В последние годы gear производители получили дополнительные знания о том, как технологии для производства частей качества. Применение эти…
В последние годы gear производители получили дополнительные знания о том, как технологии для производства частей качества. Применение этого знаний привело к gears, которые являются тише, легче и более низкие затраты и повышенной нагрузочной способностью обрабатывать более высоких скоростях и моментов при генерации минимальное количество тепла.
Характеристики производительности Gear (включая условий загрузки и операционной среды) диктовать необходимые твердость поверхности, ядро жесткости, профиль твердость, распределение остаточных напряжений, стали и предварительного микроструктуру стали 1.
В отличие от азотирования и науглероживания закалка не требуется Отопление всей gear

Еще одна цель gear индукционной закалки-производить значительные компрессионный остаточных напряжений на поверхности и в недрах Региона1. Сжимающие напряжения помочь препятствовать развитию трещины и противостоять растяжение изгиб усталость. В зависимости от требуемых твердости шаблон и зуб геометрии gears являются индукции закаленной Циркляжной часть с катушкой (так называемые «спин закалка») или, для более крупных зубчатых колес, Отопление их «зуб на зуб» («Совет по подсказка» или «разрыв путем разрыва»).
«Разрыв путем разрыва» закалка зубчатых колес
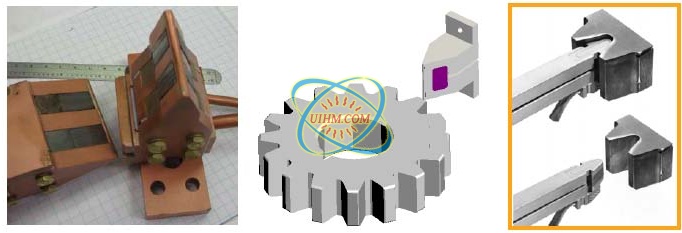
«Разрыв путем разрыва» редукторы принцип упрочнения и Типичная катушка конструкций
«Разрыв путем разрыва» техника требует катушка будет симметрично расположен между двух флангов двух соседних зубов (упрочнения индуктора могут быть разработаны тепла только корень или фланец зуба, оставляя кончик и зуб ядро мягкой, жесткой и ковки.
gear1











Newest Comment
No Comment
Post Comment