日本电气兴业公司感应加热技术介绍
2013/1/5 次浏览
使用马鞍形感应器的多轴颈全自动曲轴淬火设备
是最复杂、技术含量最高的感应淬火设备。这种设备以
前只有A EG 和AL F IN G 等少数几个厂家生产, 1992
年电气兴业公司从AL F IN G 公司引进了曲轴淬火机
床技术, 经自己消化吸收, 很快就完成系列化, 现在V
型机4 缸、6 缸、8 缸和直列3 缸、4 缸、6 缸发动机曲轴
淬火机床(自动线) 均有产品。并已在我国台湾、韩国及
东南亚国家销售了十余台。现简单介绍直列6 缸机曲
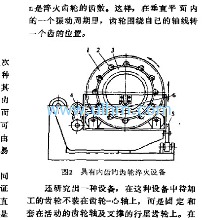
轴淬火自动线的结构, 图2 是淬火机的局部情况。
(1) 输送(送料) 根据曲轴形状输送机构可以进
行选择, 一般均为轴横置, 采用步进式平衡梁结构。
(2) 淬火、回火工位 第一工位是连杆轴颈淬火
(回火) 工位, 第二工位是主轴颈淬火(回火) 工位。在曲
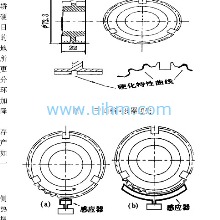
轴的上方与轴颈的对应处安装有鞍式感应器, 当轴颈
进入感应器(其间隙是靠感应器上的定位块保证的) ,
曲轴旋转进行加热和淬火。至于同时淬火几个轴颈, 可
由用户提出, 厂家能够实现。
(3) 低磨擦气缸 感应器和薄型变压器是通过低
磨擦气缸悬挂在机床上, 由于磨擦阻力很小, 能保证感
应器与旋转的曲轴同步, 特别是连杆轴颈。
(4) 功率调节 在曲轴圆角淬火时, 由于圆角圆
周的质量不同, 淬火层不容易均匀, 故在旋转的主轴上
安装了回转式编码器, 根据工件旋转的角度进行功率
调整, 其最小的调节角度为5°。
(5) 曲轴的支承机构 夹持曲轴的两主轴机构,
具有适应曲轴受热膨胀伸长而延长的功能, 以减少曲
轴的弯曲。
(6) 控制弯曲的机构 在主轴颈淬火工位, 装有
2~ 3 个防止弯曲的校正滚轮, 可以使曲轴弯曲降到最
小程度。
(7) 淬火曲轴变换 根据用户要求, 淬火机床可
以适用于几种曲轴淬火, 具有快速调换的功能。
是最复杂、技术含量最高的感应淬火设备。这种设备以
前只有A EG 和AL F IN G 等少数几个厂家生产, 1992
年电气兴业公司从AL F IN G 公司引进了曲轴淬火机
床技术, 经自己消化吸收, 很快就完成系列化, 现在V
型机4 缸、6 缸、8 缸和直列3 缸、4 缸、6 缸发动机曲轴
淬火机床(自动线) 均有产品。并已在我国台湾、韩国及
东南亚国家销售了十余台。现简单介绍直列6 缸机曲
轴淬火自动线的结构, 图2 是淬火机的局部情况。
(1) 输送(送料) 根据曲轴形状输送机构可以进
行选择, 一般均为轴横置, 采用步进式平衡梁结构。
(2) 淬火、回火工位 第一工位是连杆轴颈淬火
(回火) 工位, 第二工位是主轴颈淬火(回火) 工位。在曲
轴的上方与轴颈的对应处安装有鞍式感应器, 当轴颈
进入感应器(其间隙是靠感应器上的定位块保证的) ,
曲轴旋转进行加热和淬火。至于同时淬火几个轴颈, 可
由用户提出, 厂家能够实现。
(3) 低磨擦气缸 感应器和薄型变压器是通过低
磨擦气缸悬挂在机床上, 由于磨擦阻力很小, 能保证感
应器与旋转的曲轴同步, 特别是连杆轴颈。
(4) 功率调节 在曲轴圆角淬火时, 由于圆角圆
周的质量不同, 淬火层不容易均匀, 故在旋转的主轴上
安装了回转式编码器, 根据工件旋转的角度进行功率
调整, 其最小的调节角度为5°。
(5) 曲轴的支承机构 夹持曲轴的两主轴机构,
具有适应曲轴受热膨胀伸长而延长的功能, 以减少曲
轴的弯曲。
(6) 控制弯曲的机构 在主轴颈淬火工位, 装有
2~ 3 个防止弯曲的校正滚轮, 可以使曲轴弯曲降到最
小程度。
(7) 淬火曲轴变换 根据用户要求, 淬火机床可
以适用于几种曲轴淬火, 具有快速调换的功能。
Next: 990Hz中频感应加热表面淬火工艺的开发与应用Previous: 双频感应加热研究
附件下载
- 点此下载附件1:日本电气兴业公司感应加热技术介绍.pdf下载 次
顶一下
踩一下