-
Keywords"steel",total 554 records
-
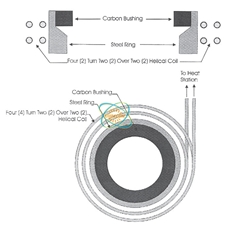
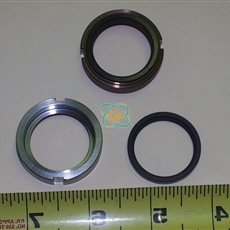
induction shrink fit steel ring
Shrink fit steel ring Objective Heating a steel band to 1000 F (538 C) and inserting a carbon graphite ring in the center of the steel bandMaterial 4340 steel ring 8” (20.3cm) OD x 7.75” (19.7cm) ID, .895” (22.7mm) thick, carbon graphite ring insertTemp…
Date:2008/02/03
-

induction levitation melting steel balls
Levitation melting steel balls Objective Levitation of steel balls during the melting processMaterial 1010 low carbon steel balls ” (6.35mm) diameterTemperature 2800 F (1538 C)Frequency 195 kHzEquipment • Power of 30 kW induction heating system, equipped…
Date:2008/02/03
-
induction shrink fit steel flange
Shrink Fit Steel Flange Objective To heat steel flange for heat shrink application. Reaching the desired temperature results in adequate expansion to allow for placing of the flange over a graphite seal.Material Graphite seal 1” (25.4mm) diameter steel fl…
Date:2008/02/03
-

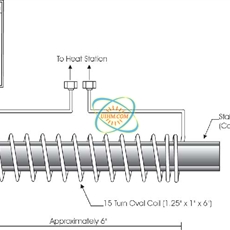
induction shrink fit steel tube
Shrink Fit Steel Tube Objective Heating a steel tube to 500-1000F for a shrink-fitting application. Determine expansion (growth) of ID at varying temperatures.Material Steel tubes 7” OD x 4.75” ID x 5” heat zone Type ‘K’ thermocouple to measure temper…
Date:2008/02/03
-

steel induction heat treatment
Overall heat treatment is heating the whole piece, then the appropriate speed cooling, to change its overall mechanical properties of the metal heat treatment process. Roughly the overall heat treatment of steel annealing, normalizing, quenching and temper…
Date:2007/04/03
-
induction stainless steel hot forming
Objective: To heat a stainless steel “J” tape to 3000F from room temperature at a rate of 15 feet per minute. The material is to be heated to aid in forming the “J” shape from flat stock. Material: Stainless Steel “J” Tape measuring 0.562″ wide, 0.…
Date:2007/04/03
-
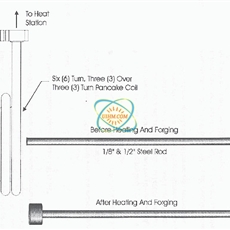
induction forge steel rods
Objective To heat the ends of steel rods to 1800F prior to a forging operation. Processing of the rods includes heating, pressing in a two part die to forge the push rod end, and a final heating in a channel coil to temper the rods and relieve the forging …
Date:2007/04/03
-

induction hardening steel cam
Objective To harden the perimeter of ” thick steel cam assemblies Material ” thick steel cam assemblies of varying geometries Temperature 1650 F (900 C) Frequency 177 kHz Equipment Power of 20 kW, induction heating system, equipped with a remote heat…
Date:2007/04/03
-

induction hardening steel
Objective To harden various size ends of hand held marking stamps. The area to be hardened is 3/4” (19mm) up the shank. Material Steel stamps 1/4” (6.3mm), 3/8” (9.5mm), 1/2” (12.7mm) and 5/8” (15.8mm) square Temperature 1550 F (843 C) Frequency 99…
Date:2007/04/03
-

induction hardening steel screw threads or steel nails
ObjectiveHeat steel roofing screw to 1650 F to harden the threadsMaterial Steel roofing screws of varying diameters less than 1.25” (31.75mm) diameter, 5” (127mm) longTemperature:1650 F (899 C)Frequency:291 kHzEquipment • Power of 6 kW induction heating…
Date:2007/04/03
© Copyright 2026. uihm.com All Rights Reserved.