-
Keywords"n",total 3020 records
-

induction annealing steel wire
Objective To heat 3” (76.2mm) from the end of the wire on a woven wire cloth 60” (1.52m) long. This prepares the wire mesh for bending in a press brake. Material Woven wire cloth (steel) made of 1/2” (12.7) diameter wire, 60” (1.52m) long. Wires are 1…
Date:2006/10/02
-

induction annealing copper tubing
Objective To heat both ends of a copper tube to anneal as soft as possible 1.5” (38.1mm) from end and retain full hardness next to anneal Material 1.625” (41.275mm) dia x 24” (609.6mm) long copper tube Temperature 1500 F (815.5 C) Frequency 70 kHz E…
Date:2006/10/02
-

induction annealing brass crimping
Objective To anneal a small area of an electrical contact for crimpingMaterial Brass female spade electrical contact with single transverse loop at end 0.5h(12.7mm) long, 0.25h(6.3mm) wide and 0.03h (0.8mm) thick, 1000oF (538oC)heat paintTemperature …
Date:2006/10/02
-

induction annealing steel shaft
Objective Heating a steel rod to 1200F (649C) for an annealing, stress relief application Material 1.062” (26.97mm) dia type T-410 stainless steel bar 6’ (1.82m) long & 1.25” (31.75mm) dia T-416 stainless steel bar 6’ (1.82m) long Temperature 120…
Date:2006/10/02
-

electromagnetic induction and the joule effect
Induction Heating has the important characteristic that the heat is generated in the material to be heated itself. Principle of induction heatingBecause of this, induction has a number of intrinsic trumps, such as a very quick response and a good effici…
Date:2006/10/02
-

induction annealing locknuts
Objective To heat locknuts to 2150F (1176C) for annealingMaterial Waspaloy locknutTemperature 2150F (1176C)Frequency 382 kHzEquipment • UM-10AB-UHF induction heating system, equipped with a remote workhead containing one 0.66μF capacitor.• An induction …
Date:2006/10/02
-

induction annealing metal stamp sets
Objective Heat the opposite end of a metal stamp so that it mushrooms instead of cracks/splits when struck by a hammer.Material S-7 steel of varying rectangular cross sectional sizesTemperature 1400-1800 F (760-982) CFrequency 204-165 kHzEquipment 25 kW, i…
Date:2006/10/02
-

induction annealing saw blades
Objective Anneal saw blades used for cutting bread, prior to hole punching.Material .38” (9.6mm) wide and .51” (12.9mm) wide continuous strips of 400 series stainless steel.Temperature 600C (315.6F) for one secondFrequency 229kHzEquipment • UIHM 6 kW i…
Date:2006/10/02
-

induction annealing tungsten rods
Objective To heat customer-supplied rods of various diameters (0.14 inch to 0.49 inch) to 4170F (2300C) at 2-4 feet per minute Material Tungsten and Molybdenum; Tests are run in an atmosphere of Nitrogen or Hydrogen avoid oxidation of the materials. Temp…
Date:2006/10/02
-
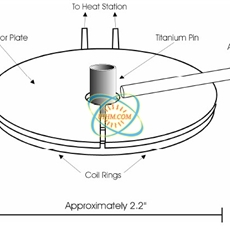
induction annealing titanium fasteners
Objective Heating a titanium fastener to 1100-1450F (593-788C) for an annealing process. Material 0.06” (1.5mm) high zone on a titanium fastener measuring 0.163-0.375” (4.14-9.52mm) in diameter and 0.5-3.0” (12.7-76.2mm) in length Temperature 1100-145…
Date:2006/10/02
© Copyright 2026. uihm.com All Rights Reserved.