Metal to Plastic by Induction Bonding
Views Send Enquiry
Objective To heat a steel magnetic steel post to 300°F for a bonding application.
Material Magnetic steel posts Plastic handle
Temperature indicating paint
Temperature 300°F (149°C)
Frequency 288 kHz
Equipment Power of 6 kW, 100-400 kHz induction heating power supply, equipped with a remote heat station containing a 0.66 μF capacitor.
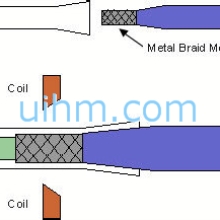
A folded pancake induction heating coil designed and developed specifically for this application.
Process Initial tests were conducted on parts without any plastic
assembly. Temperature indicating paint is used to determine time to temperature and the heating pattern on the post.
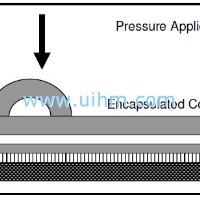
The plastic handle is slid on to the picks or mirror. The assembly is placed inside the induction heating coil and
heated. Parts are cooled in position before being removed from the coil.
To heat one end, vertical positioning is optimal (shown). A dual coil design for simultaneous heating of both ends requires horizontal positioning.
Results/Benefits Time and current required for parts:
Mirror: 265 A @ 7.5 sec
Big hook: 205 A @ 7.00 sec
K Curve: 120 A @ 5.00 sec
Curve: 120 A @ 5.00 sec
Reliable bonds are produced when the diameters of the preassembled parts are consistent with little clearance before they are heated.

Material Magnetic steel posts Plastic handle
Temperature indicating paint
Temperature 300°F (149°C)
Frequency 288 kHz
Equipment Power of 6 kW, 100-400 kHz induction heating power supply, equipped with a remote heat station containing a 0.66 μF capacitor.
A folded pancake induction heating coil designed and developed specifically for this application.
Process Initial tests were conducted on parts without any plastic
assembly. Temperature indicating paint is used to determine time to temperature and the heating pattern on the post.
The plastic handle is slid on to the picks or mirror. The assembly is placed inside the induction heating coil and
heated. Parts are cooled in position before being removed from the coil.
To heat one end, vertical positioning is optimal (shown). A dual coil design for simultaneous heating of both ends requires horizontal positioning.
Results/Benefits Time and current required for parts:
Mirror: 265 A @ 7.5 sec
Big hook: 205 A @ 7.00 sec
K Curve: 120 A @ 5.00 sec
Curve: 120 A @ 5.00 sec
Reliable bonds are produced when the diameters of the preassembled parts are consistent with little clearance before they are heated.
Good
Bad
Related Content

Remove plastic coating from steel tubes by Induction Heating
Induction heating for Plastic Reflow With Catheter Tubing

induction bonding for glass frit sealing and metal alloy

induction melting steel or rare metal

induction bonding camera lens

induction hardening metal surface
Induction Bonding Solar Panel Shingles

Induction bonding Metal to plastic




Newest Comment
will you please quote me a price in US dollars.
It would be shipped to Los Angeles, Ca.
I would be using this sealer to seal polypropylene bags of popcorn. I would need it ASAP.
Post Comment