Induction Curing Adhesive for Steel Motor Shaft
Views Send Enquiry
Objective: induction Curing Adhesive for the internal wall (inner interface) of a steel motor shaft to bond electronic stress/strain gauges into place.
Material: Steel shaft measuring 6.65" (168.9mm) OD, 5.5"(139.7mm) ID and 70" (1.8m) long. Aluminum shield plate and two end guide plates.
Temperature: 285°F(140.6°C) > 300°F(148.9°C)
Frequency: 60 kHz Equipment
• UM-60AB-RF induction heating system equipped with a remote workhead enclosure for double capacitor/buss modules. Zone 1 needs a 0.25 μF capacitor, while Zone 2 requires 0.66 μF
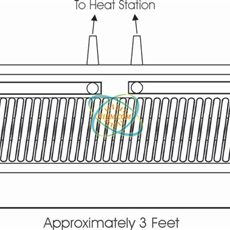
• An induction heating coil designed and developed specifically (half open) for this application.
Process: A complex two coil system, shield and stud systems used to provide proper axial alignments of the shaft & coil while allowing the fixture to be open for removal of the shaft.
The aluminum shield separates the two required heat zones. An average temperature of 290ºF(143.3ºC) is maintained for 1.5 hours.
Results/Benefits: Induction heating provide:
• Precise, accurate control of heat placement
• Minimized coating defects
• Repeatable results





Hot

install air-cooled clamp coil for preheating pipeline for preheating gas pipeline")
Air Cooled clamp coil (half-open coil) for preheating gas pipeline
induction vacuum coating with multi UM-DSP induction heater
induction coating by air cooled clamp induction coil
induction preheating D5000mm end ring for welding by 2 UM-DSP80A-HF at the same time
induction preheating D1219mm pipeline for welding by UM-DSB80AB-MF air cooled induction heater and i
induction preheating and heat treatment for 18Ton control valve of 600MW turbine
induction preheating and heat treatment after welding for 600MW turbine
Newest Comment
Post Comment