Induction Brazing Steel Tube with Copper Ring
Views Send Enquiry
Objective To heat an oil suction assembly (steel tubing and filter cap) to 1,850°F (1010°C) within 15 seconds for a brazing application.
Material 0.125” (3.2mm) diameter steel tube and filter cap assembly, high temperature brazing flux, copper ring.
Temperature 1850°F(1010°C)
Frequency 281 kHz
Equipment • Power of 10KW induction heating system equipped with a remote workhead containing 0.66 μF capacitors
• An induction heating coil designed and developed specifically for this application.
Process A two-turn, specially-contoured helical induction coil is used to heat the tube assembly near the joint area. A copper ring and high temperature flux are then applied to the joint area. Power is applied for 15 seconds until the braze flows.
Results/Benefits Induction heating provides: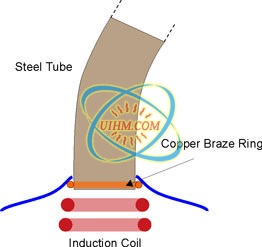
• Easy loading and unloading of parts
• Heat very precise areas within production tolerances
• Hands free heating that involves minimal operator skill for manufacturing
Related Content

induction brazing SS steel by handheld induction coil

induction melting silicon and steel

magnesium oxide acidic furnace for induction melting glass

induction preheating gas pipeline by full air cooled clamp induction coil and DSP induction heater

induction melting with Titanium alloy pot by customized induction coil

induction melting aluminium for casting wire wheel

induction heating steel plate by pancake induction coil

induction heating steel knife
Hot
induction brazing SS steel by handheld induction coil
induction brazing shoe mold
induction brazing drill bit of transformer
customized RF induction heater for brazing works
induction brazing stator
water cooled flexible handheld induction coil for heating SS steel pipe
water cooled flexible handheld induction coil for heating SS steel pipes
UHF handheld induction heater for brazing copper
Newest Comment
No Comment
Post Comment