INDUCTION SURFACE HARDENING OF STEEL
2013/4/8 Views
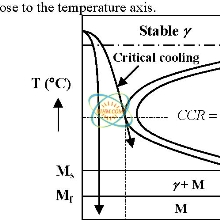
High-level surface heating of a thermo technically massive body, when the cooling of the surface to be hardened happens due to abstraction of heat into the body so that the hardening medium is not required, is of both practical and theoretical interest. Time slot for high-level induction hardening of steel varies from seconds to fractions of a second. In such a small space of time the piece has no time to get heated deep so that a forced cooling in water or oil is not needed. It makes the processing much easier. The corresponding induction surface heating is fulfilled at an increased power density of 3-15 kW/cm2, and the forming of the hardened case is  essentially different from the classical hardening technique. As a result, high-level air hardening permits to minimize the zone of phase transformations to the width of the hardened case (0.1-1.5 mm). That is why, similarly to hardening by nitriding, the after- polishing of the surface is excluded, the cyclic strength of the piece and its wear-resistance rise, a better surface hardness (60-65 HRC) is reached, and undulation is slightly increased. An efficient redistribution of temperatures gradient while cooling excludes, as the investigations have shown, the appearance of tensile stresses on the surface. The case is formed with compression after strains and other characteristics providing lesser friction and wear during the usage of the piece. Putting the surface hardening without forced cooling into practice is restrained by a number of circumstances: at first, insufficient study and, at second, purely psychological barriers connected with changing the settled technologies. Solving psychological problems lies in breaking yet unshakable notions of selecting the frequencies of acoustic range for induction heating, and in inevitability of subsequent surface machining. The standard current frequency range for the classical induction heating of machinery pieces lies between 1 and 10 kHz. Power density delivered with the induced current to the piece lies between 0.2-1.5 kW/cm2. The hardening heat time varies from 1 to 10 sec. Forced cooling is fulfilled to raise the cooling rate and obtain the martensitic structure.
essentially different from the classical hardening technique. As a result, high-level air hardening permits to minimize the zone of phase transformations to the width of the hardened case (0.1-1.5 mm). That is why, similarly to hardening by nitriding, the after- polishing of the surface is excluded, the cyclic strength of the piece and its wear-resistance rise, a better surface hardness (60-65 HRC) is reached, and undulation is slightly increased. An efficient redistribution of temperatures gradient while cooling excludes, as the investigations have shown, the appearance of tensile stresses on the surface. The case is formed with compression after strains and other characteristics providing lesser friction and wear during the usage of the piece. Putting the surface hardening without forced cooling into practice is restrained by a number of circumstances: at first, insufficient study and, at second, purely psychological barriers connected with changing the settled technologies. Solving psychological problems lies in breaking yet unshakable notions of selecting the frequencies of acoustic range for induction heating, and in inevitability of subsequent surface machining. The standard current frequency range for the classical induction heating of machinery pieces lies between 1 and 10 kHz. Power density delivered with the induced current to the piece lies between 0.2-1.5 kW/cm2. The hardening heat time varies from 1 to 10 sec. Forced cooling is fulfilled to raise the cooling rate and obtain the martensitic structure.
essentially different from the classical hardening technique. As a result, high-level air hardening permits to minimize the zone of phase transformations to the width of the hardened case (0.1-1.5 mm). That is why, similarly to hardening by nitriding, the after- polishing of the surface is excluded, the cyclic strength of the piece and its wear-resistance rise, a better surface hardness (60-65 HRC) is reached, and undulation is slightly increased. An efficient redistribution of temperatures gradient while cooling excludes, as the investigations have shown, the appearance of tensile stresses on the surface. The case is formed with compression after strains and other characteristics providing lesser friction and wear during the usage of the piece. Putting the surface hardening without forced cooling into practice is restrained by a number of circumstances: at first, insufficient study and, at second, purely psychological barriers connected with changing the settled technologies. Solving psychological problems lies in breaking yet unshakable notions of selecting the frequencies of acoustic range for induction heating, and in inevitability of subsequent surface machining. The standard current frequency range for the classical induction heating of machinery pieces lies between 1 and 10 kHz. Power density delivered with the induced current to the piece lies between 0.2-1.5 kW/cm2. The hardening heat time varies from 1 to 10 sec. Forced cooling is fulfilled to raise the cooling rate and obtain the martensitic structure.
Down Attachment
- DownloadAttach1: induction surface hardening.pdf Clicks
Good
Bad




")
